
performance
Le taux de rendement synthétique (TRS)
Le taux de rendement synthétique (TRS) ou OEE (overall equipement efficiency) mesure le rendement d’un moyen de production, d’une cellule voire même d’une chaîne complète.
Cet indicateur de productivité, au coeur des attentions de la démarche TPM (Total Productive Maintenance) permet non seulement de tracer et quantifier l’efficience d’une machine mais également d’identifier les axes d'amélioration pour faire progresser la productivité du moyen. Il est défini par la norme AFNOR NF E60-182.
TRS = nombre de pièces conformes produites / nombre de pièce théoriquement réalisables pendant le temps requis
(temsp requis = temps de mise à disposition de la machine pour produire)
On appelle « non-TRS » le complément entre le TRS et 100% : le non-TRS représente la capacité installée non utilisée pour produire ; c’est un gaspillage que le Lean vise à supprimer.
On peut faire apparaître dans l’égalité précédente des facteurs intermédiaires :
TRS = Taux de qualité (Tq) x Taux de performance (Tp) x Disponibilité opérationnelle (Do)
Avec :
· Tqualité = Nombre de pièces conformes produites / Nombre total de pièces effectivement produites.
Le taux de qualité peut être déduit des facteurs Cp et Cpk (leur combinaison permet, en effet, de calculer la probabilité DPMO de produire en dehors des tolérances : Tqualité = 1 – DPMO x 10-6)
· Tperformance = Nombre total de pièces effectivement produites / Nombre de pièces qui auraient dues être produites pendant le temps consacré à la production
· Disponibilité opérationnelle (Do) = Nombre de pièces qui auraient dues être produites pendant le temps consacré à la production / Nombre de pièces théoriquement réalisables pendant le temps requis
Le TRS est donc la combinaison de 3 taux inférieurs à 1 : il est donc toujours inférieur au taux le plus faible qui le compose. Les ordres de grandeurs cible sont les suivants :
- Perte de qualité < 1 % (Tq = 99,9%)
- Perte de disponibilité <10 % (Do = 90%)
- Perte de performance/efficacité < 5 % (Tp = 95%)
soit un TRS > 85 %.
Ainsi améliorer la productivité d’un moyen consiste à réduire les pertes de TRS en s’attaquant à chacun des 3 ratios participant au TRS :
· Tqualité : chantier 5S, chantier de déploiement de la MSP (cartes de contrôle et analyse de la chute des capabilités)
· Tperformance = chantier auto-maintenance, chantier 5S
· Do = chantier TPM, chantier SMED, management visuel
Les 3 taux composant le TRS peuvent être exprimés en ratio de temps plutôt qu'en ratio de pièces :
· Disponibilité opérationnelle (Do) = Temps de fonctionnement de la machine / Temps requis
avec : Temps de fonctionnement de la machine = Temps requis - ∑ arrêts (propres et induits)
et Temps requis = nombre de pièces théoriquement réalisables x TC théorique
La disponibilité opérationnelle peut également être calculée grâce aux indicateurs de maintenance MTBF (moyenne de temps de bon fonctionnement) et MTA (moyenne des temps d'arrêts propres et induits ) : Do = MTBF / (MTBF + MTA)
avec MTBF = ∑ temps de bon fonctionnement / nombre de périodes de bon fonctionnement (entre 2 arrêts)
· Tperformance = Temps net de production / Temps de fonctionnement de la machine
avec : Temps net de production = Nombre total de pièces effectivement produites x TC théorique = Temps réel de production x (TC théorique / TC réel)
· Tqualité = Temps utile de production sans défaut / Temps net de production
où Temps utile de production = Nombre de pièces effectivement produiconformes x TC théorique
NB : Le temps utile ne correspond donc pas au temps réel passé pour réaliser les pièces conformes (qui ferait intervenir TC réel)
Si le temps de mise à disposition de la machine (appelé temps requis) ne correspond pas au temps d'ouverture, on peut calculer de manière différenciée un TRS (par rapport au temps de mise à disposition = temps requis) et un TRG (par rapport au temps d'ouverture). Cela peut se produire en particulier lorsque l'usine est en surcapacité (par rapport à la demande du marché : on contraint la production sur un temps requis plus faible afin de ne pas produire de gaspillage (en surproduisant).
TRG = TRS x TR/TO
On parle également de TRE (taux de rendement économique) lorsque le calcul est réalisé sur un temps théorique d'ouverture de 24H/jour (point de vue économique).
TRE = TRG x TO/TT
On a donc toujours : TRS ≥ TRG ≥ TRE
Ces ratios sont souvent résumés par le schéma ci-après :
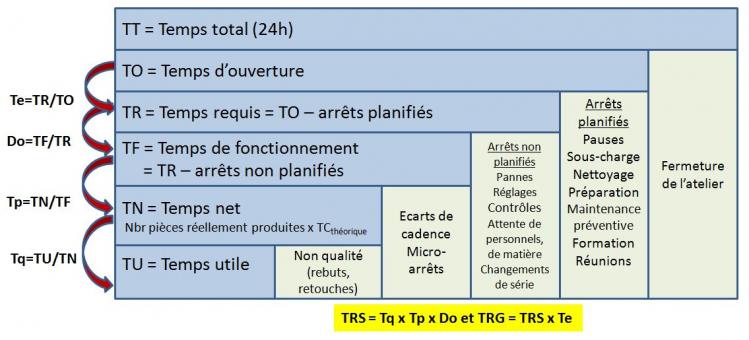
On comprend ainsi qu’améliorer le TRS consiste à réduire l’ensemble des pertes qui ont pour conséquence de réduire le temps requis au temps utile. La TPM classe ces pertes en 6 catégories :
Pertes participant au taux de disponibilité
- les arrêts propres fonctionnels (pannes supérieurs à 10 minutes)
- les arrêts d'exploitation (changement de série, d'outils,réglages, contrôles)
- les arrêts induits (manque de pièces ou de ressources, défaut d'énergie,...)
Pertes participant au taux de performance
- les micro-arrêts
- les ralentissement et marches à vide
Pertes participant au taux de qualité
- les défauts de qualité
- les pertes (qualité) au démarrage
On passe de la vision « nombre de pièces » à la vision « temps » en multipliant le numérateur et le dénominateur de la première égalité définissant le TRS par le temps de cycle théorique (ou de référence) de la machine :
TRS = TU / TR
avec
· TU = nombre de pièces conformes x TC théorique
· TR = nombre de pièces théoriquement réalisables x TC théorique
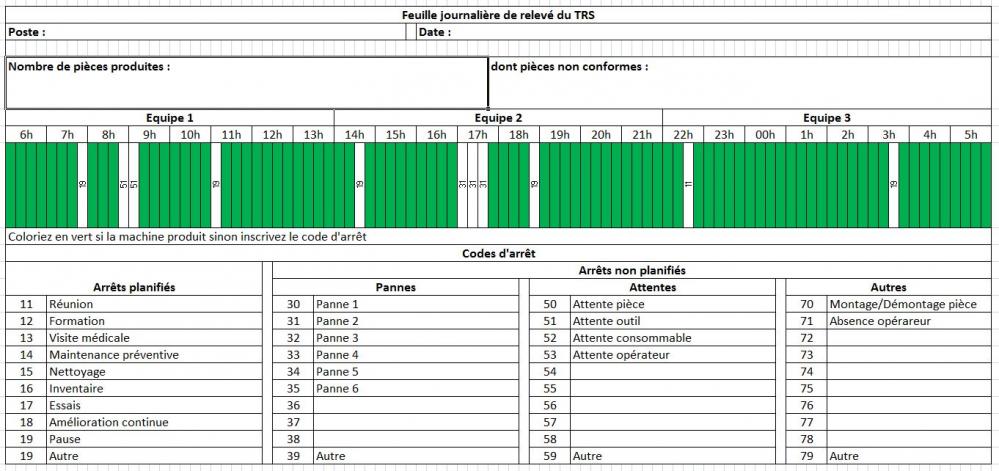
Le suivi du TRS d’une machine peut être réalisé manuellement ou par l’intermédiaire d’une solution informatisée au sein d'un MES (manufacturing execution system). Le suivi manuel consiste :
- à relever à intervalle de temps régulier (le pas est à adapter en fonction du TC) l'état de la machine et à affecter un code d'arrêt spécifique lorsque la machine ne produit pas, et,
- à relever le nombre de pièces produites dont le nombre de pièces non conformes.
Le calcul du TRS ne pose pas de grandes difficultés si l’on connait le TCthéorique, le temps d’ouverture (ou plus précisément le temps requis) et que l’on compte le nombre de pièces produites conformes aux spécifications sur une durée suffisamment représentative :
TRS = nombre de pièces conformes pendant le temps requis / (temps requis/ TCthéorique)
Exemple : Usine ouverte 8h/jour avec 2 x 10 minutes de pause – TC = 10’’ – nombre de pièces conforme en fin de journée : 2200 soit TRS = 2200 / (460’ x 60’’/10’’) ≈ 80%
Il est, en revanche, souvent beaucoup plus difficile d'évaluer les 3 ratios composant le TRS alors qu’ils sont indispensables pour décider des mesures d’amélioration pertinentes à conduire. Il peut alors être intéressant d’approcher ceux-ci par une estimation des causes de non-TRS exprimées en temps (sur une période suffisamment représentative de la production comme la journée ou la semaine) en distinguant les diverses cause de sous-performance : temps de panne, temps d’attente de personnels, temps de changement de série, autres temps d’attente, temps de réglage … Un diagramme de Pareto de ces causes permet alors de hiérarchiser les causes de sous-performance.
Le TRS est également utile en équilibrage de ligne de production ou pour le calcul du nombre de cartes Kanban car il permet de passer du TCthéorique au TCapparent compte tenu des pertes de disponibilité (pannes), de performance (écarts de cadence) et de qualité (tri des rebuts) : TCapparent = TCthéorique / TRS.
Le ratio entre le TCthéorique et le TCréel résultant des écarts de cadence ou sosu-vitesses est appelé le taux d'allure. Il vérifie :
Tp = Taux d'allure x TCréel x Nbr de pièces réellement produites / TR
Le TRS d'une ligne de production composée de plusieurs machines de taux de rendement synthétique TRSi (Tqi , Tpi et Doi) est donné par :
TRS = Do x Tp x Tq
avec :
- Tq = ∏ Tqi
- Tp = ∏ Tpi
- Do= 1 / (∑ 1/Doi - (n-1)) - si les valeurs de Doi sont proches de 1, Do = ∏ Doi
Voir l'ensemble des billets du Blog