
Le fondement de la théorie des contraintes est que tout système de production connait une contrainte, c'est-à-dire un point de déséquilibre entre charge et capacité. Lorsque cette contrainte ne permet pas de répondre à la demande client, on la nomme « goulot ».
E. Goldratt affirme dans « Le but » qu’ « une usine parfaitement équilibrée, ça n’existe pas ». Les raisons de ce déséquilibre sont multiples: le manque de fiabilité des processus et des ressources, l’évolution de la demande et le manque de flexibilité de la production, les capacités discrètes des ressources et les tailles de lot importantes, les fluctuations aléatoires et l’interdépendance des ressources ou encore les calculs de charges simplifiés et des ERP rarement à jour.
Partant de ce postulat, la théorie des contraintes appliquée à la gestion de production a développé un processus de pilotage du goulot. Il s'agit, en fait, d'un véritable processus d'amélioration continu tel qu'il est professé en Lean. Il obéit aux 5 étapes suivantes:
1. Identifier le goulot
Les symptômes qui permettent l'identification du goulot sont les suivants: ressource en manque de capacité, ressource à l’origine des pièces correspondant aux « manquants » dans l’entreprise et/ou ressource précédée d’un fort en-cours.
Cependant l'identification du goulot n'est pas toujours chose aisée dans la mesure où le goulot peut évoluer d'un poste à l'autre en fonction de l'avancement de la production lorsque la production est organisée en lots de taille importante.
Si une entreprise ne présente pas de goulot, alors elle présente un excédent de capacité par rapport au marché qui devient la contrainte (externe) de l’entreprise.
2. Exploiter le goulot pour maximiser sa production
Il s’agit de mettre en place les actions de progrès pour maximiser le temps utile du goulot:
· Supprimer les temps morts : pas de pause quitte à transférer des personnels des ressources non-goulot vers le goulot,
· éviter les pannes en développant la TPM10, par exemple,
· réduire sa charge en transférant une partie de celle-ci à des ressources non-goulot,
· sécuriser sa production (par la mise en place d’un buffer ou le positionnement d’un contrôle qualité avant le goulot).
Il est également important de fiabiliser le goulot afin de garantir la meilleure exploitation possible de celui-ci: on cherchera donc à améliorer son TRS9 en évitant les pannes (actions TPM10, par exemple) et en améliorant la qualité (actions JIDOKA).
Si la production est caractérisée par 2 contraintes, le goulot que l'on cherchera à exploiter correspondra à la contrainte ayant la meilleure fiabilité.
3. Subordonner tous les processus à la décision précédente
Faire produire les ressources non-goulot afin d’alimenter le goulot à son rythme avec des pièces de qualité: une synchronisation est donc mise en place entre le goulot et la première ressource en amont de la chaîne afin de limiter le flux à ce que le goulot est capable de produire.
La TOC se distingue de l'approche Lean dans la mesure où la TOC préconise de maintenir des excédents de capacité sur les ressources non-goulot: leur activation en cas de « fluctuations aléatoires » de la production permet de garantir une alimentation suffisante du goulot pour ne pas réduire le Throughput de la chaîne.
Lorsque l’activation de ces capacités excédentaires n’est pas nécessaire, la TOC préconise d’employer les ressources humaines correspondant à des actions d’améliorations continues.
4. Élever la performance du goulot (réduire la contrainte)
Améliorer la capacité du goulot en investissant des ressources et de l’argent pour accroître le Throughput (redondance de moyens de production, sous-traitance, SMED6,...)
5. Recommencer à l’étape 1 si le goulot a changé
Ce processus itératif conduit au pilotage de divers goulots se résorbant au profit de nouveaux goulots jusqu’à atteindre un déséquilibre stable avec un goulot « idéal ». Celui-ci permet alors un meilleur pilotage de la production. Ce goulot « idéal » devrait correspondre à la ressource dont le coût de transformation en ressource non-goulot (par l'achat d'une capacité supplémentaire, par exemple) est le plus élevé.
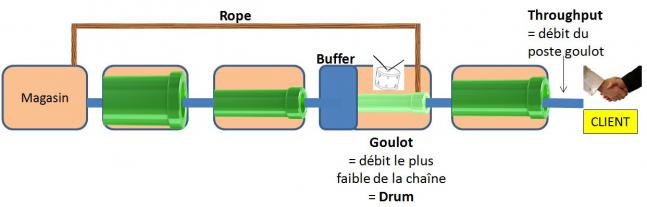
Ce pilotage est également appelé « drum - buffer –rope » (DBR) en référence:
· au tambour (drum) que constitue le goulot qui donne le rythme de la chaîne de production, servant de référence à l'ensemble des ressources, y compris les ressources non-goulot,
· au tampon (buffer) à mettre en place juste en amont du goulot afin de le protéger de toute rupture d'approvisionnement,
à la corde (rope) à établir entre le goulot et les ressources en amont de celui-ci afin de limiter les approvisionnements en fonction de la consommation du goulot et de prévenir les surstocks.
Ce qui rend cette approche novatrice, c'est qu'admettant et exploitant la présence d'un goulot, la gestion de production suivant la théorie des contraintes s'attache à équilibrer les flux le long de la chaîne de production et non les capacités. On ne cherche pas le plein emploi de chaque ressource mais la maximisation de l'utilisation du goulot quitte à détériorer les performances des ressources non-goulot. Le goulot détermine, à la fois, le débit de la chaîne (tambour) et les niveaux des stocks (buffer et rope).
La gestion de production selon la théorie des contraintes, se pose en rupture des méthodes traditionnelles dans la mesure où:
· La TOC ne vise pas à équilibrer les capacités mais le flux de produits à la demande du marché. Il est donc normal que des ressources soient en sous-charge.
o Une heure gagnée sur un non-goulot est un leurre.
· Elle exploite les goulots afin qu’ils produisent pour répondre à la demande du marché (la capacité de l’entreprise est égale à la capacité du goulot) et pour réguler le flux de l’ensemble de l’entreprise.
- Une heure perdue sur un goulot est une heure perdue pour toute l’entreprise.
- Le véritable coût horaire d’un goulot est égal à: OE (de toute l'entreprise !) / heures d’ouverture du goulot.
· La maîtrise des coûts horaires n’est pas une fin en soi, voire, peut s’avérer contre-productive si elle concerne une ressource goulot et s’oppose à améliorer sa capacité. En diminuant le rendement des opérations sur les goulots on peut élever la productivité de l’ensemble de l’entreprise !
· La TOC, comme le Lean, préconise la réduction drastique des tailles de lot sur les ressources non-goulot afin de fluidifier la production et réduire les stocks. Ceci va à l’encontre du calcul de la taille du lot économique (formule de Wilson) et est susceptible de faire augmenter le coût unitaire des pièces dans un modèle de gestion traditionnel. La TOC montre qu’il n’en est rien dans la mesure où l’augmentation des temps de changement de série concerne des ressources non-goulot, utilisées en sous-capacité par rapport à la demande.
La gestion de production selon la théorie des contraintes est adaptée aux productions « par lots » et « en ligne » pour lesquels le temps de travail réel (la valeur ajoutée) est faible (moins de 10%) par rapport au temps de traitement global (lead time). Pour la gestion de projets plus complexes, on lui préférera la gestion de projet par la chaîne critique.
La gestion de production selon la théorie des contraintes et l'approche Lean sont des méthodes de gestion en flux, cohérentes et complémentaires (voir complémentarité Lean et TOC). Le management par les contraintes englobe le pilier JAT du Lean et lui désigne le point de focalisation pour mener des actions « immédiatement payantes » d'amélioration: le goulot.