
kanban
L'effet "coup de fouet"
L'effet "coup de fouet" ou "Bullwhip effect" a été mis en évidence par le théoricien des systèmes J. Forrester en 1961. Celui-ci a démontré que de faibles variations de la demande se traduisent dans une organisation en flux poussé par des augmentations de stocks intermédiaires d'autant plus importantes que l'on remonte en amont dans la chaîne de prodcution.
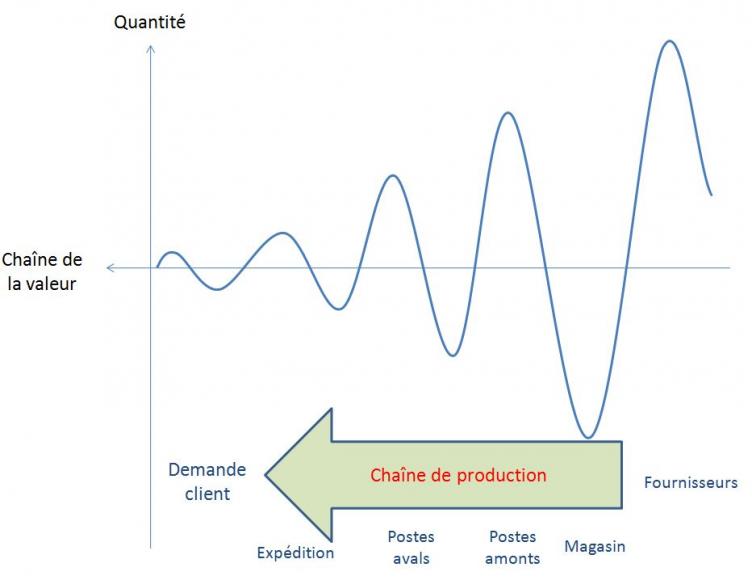
Cette amplification s'explique par les tailles de lot et surtout le manque de dialogue entre les processus de production (ou encore les délais de traitement de l'information) qui prennent en compte, chacun à leur niveau, la variabilité de la demande du processus aval avec une marge de sécurité. L'évolution subie du besoin par chaque processus n'étant pas coordonnée, l'augmentation des stocks intermédiaires pour faire face à une éventuelle répétition de cette variation de la demande s'amplifie en remontant la chaîne de la valeur.
Cela agit d'ailleurs sur la demande elle-même qui constatant un manque de réactivité de la production risque d'anticiper avec une marge de sécurité son besoin (effet Houlihan).
L'approche Lean et en particulier son pilier juste-à-temps permet de contrer l'effet coup de fouet par la mise en place :
- d'un supermarché de produits finis qui agit comme un tampon capable d'absorber ces variations,
- d'un flux tiré, qui instaure un dialogue entre les processus amont et aval, permettant de faire remonter la consommation réelle du client à toute la chaîne de la valeur,
- d'un lissage de la production et d une réduction des tailles de lots, qui permettent de répondre avec une plus grande flexibilité aux évolution de la demande client (on produit de tout, tout le temps).