
La méthode 6-sigma, développée par Motorola puis généralisée par General Electric dans les années 1990, est une méthode d'amélioration continue des processus de fabrication visant à réduire les variabilités à l'origine des non-qualités. Elle a donc la même finalité que le pilier JIDOKA de l'approche Lean mais s'appuie plus particulièrement sur l'analyse des données:
· recueillies auprès du client et
· mesurées en production afin de déterminer les paramètres à l'origine des variabilités, que l'on souhaite piloter dans un mode "prédicitf".
L'approche 6-sigma englobe à la fois un objectif qualité et une démarche de résolution de problème, structurée en « projet ». C’est une approche qui va au-delà des outils standards MRP du Lean (QQOQCP, 5P, SQDC, Brainstorming) qui visent à « faire parler les hommes ». Il s’agit ici de « faire parler les processus » afin de découvrir la fonction de transfert qui relie les paramètres de sortie du processus (Y) aux paramètres d’entrée influents (X).
Pour reprendre une formulation empruntée à Maurice Pillet, les valeurs fondamentales du 6-sigma sont :
· La maîtrise de la variabilité (écart entre une situation attendue et une situation réelle),
· La culture de la mesure,
· La recherche des caractéristiques critiques pour le client (CTQ),
· La notion de preuve statistique, et,
· Le respect de la méthode DMAIC.
Les outils principaux de la méthode 6-sigma sont:
· la méthodologie DMAIC,
· la maîtrise statistique des procédés et les cartes de contrôle,
· les plans d'expérience,
· les différents tests que nous offrent les statistiques inférentielles.
La conjugaison des approches Lean et 6 sigma, appelée Lean 6-sigma (LSS), permet d'associer l'efficacité du juste-à-temps et la puissance de la maîtrise de la variabilité.
L'appellation « 6 sigma » fait référence à l'écart-type (σ) d'une distribution supposée gaussienne[1] de la variabilité de tout processus. La méthode 6-sigma vise donc à maîtriser le processus de production tel que seules les pièces au delà de +/-6σ autour de la moyenne (compte tenu d'un décentrage maximum de 1,5 σ) soient rebutées, ce qui revient à rejeter moins de 3,4 pièces par million de pièces produites. Si cet objectif est à la portée de certaines industries, une grande majorité vise 4 voire 3 sigma.
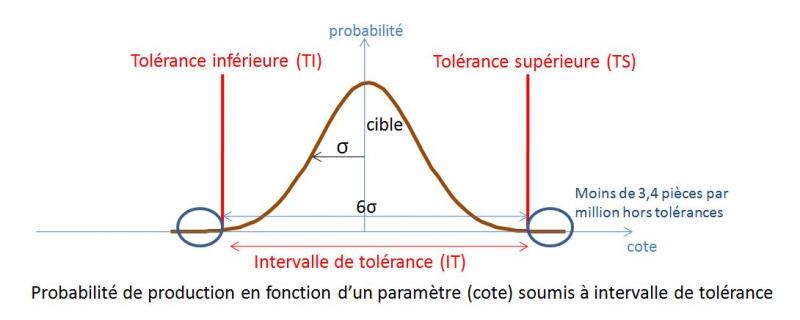
[1] Postulat de la maîtrise statistique des procédés (découlant du théorème central limite) : en l’absence de déréglage et compte tenu des différents facteurs indépendants et d’un ordre de grandeur équivalent, la répartition de la production d’une machine en fonction d’une caractéristique donnée suit une loi normale de moyenne μ et d’écart-type σ.