
Les critiques bottom-up
Les détracteurs du Lean (certains salariés, syndicalistes, médecins du travail, ...) réduisent l’approche développée par Toyota à la formule: « faire plus avec moins ». Ils considèrent ainsi que le Lean conduit inéluctablement:
· à détruire des emplois par élimination des gaspillages (moins de tâches sans plus-value = moins de ressources),
· à intensifier le travail (et l'occurrence de troubles musculo-squelettiques) par augmentation des cadences et par densification des tâches à plus-value,
· à isoler les employés dont l’activité répétitive dépend des autres sans pour autant réellement travailler ensemble et,
· à augmenter le niveau de stress (et l'occurrence de RPS) des employés en réduisant leur travail à la réalisation d’objectifs de production trop ambitieux.
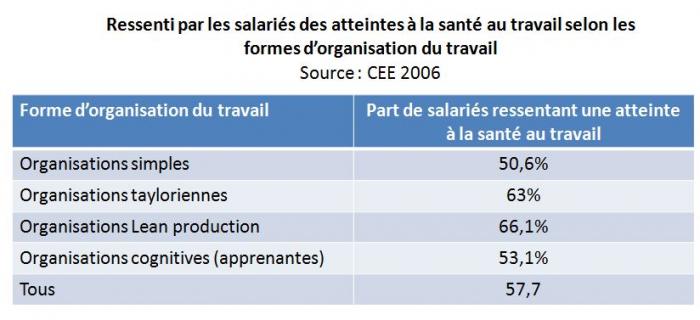
Ces mêmes détracteurs citent souvent une étude de 2006 du Centre d’Etudes de l’Emploi (CEE) sur les organisations et les conditions de travail qui révèle que 66% des salariés issus d’organisations Lean déclarent que leur travail affecte négativement leur santé. Cette proportion est du même ordre de grandeur dans les organisations tayloriennes (63 %) mais significativement plus faible dans les organisations cognitives ou apprenantes (53 %) ou de structure simple (51%).
· les organisations Lean et tayloriennes concentrent principalement des industries de production alors que les organisations cognitives concernent plutôt le domaine tertiaire (banque, assurance, services aux entreprise,…) pour lequel la pénibilité au travail est bien moins importante,
· cette même étude réalisée par le CEE indique également que les organisations Lean sont celles qui offrent aux salariés la meilleure opportunité de discuter de leurs conditions de travail. L’étude indique également que les salariés des organisations Lean, tout comme ceux des organisations cognitives, bénéficient d’activités de formation bien plus importantes que dans les autres formes d’organisation du travail.
Il est souvent reproché au Lean de mettre la production sous tension en tendant les flux pour répondre au Takt Time (demande client), étant entendu que l’on exige des employés de produire plus et plus vite. Ce reproche est tendancieux dans la mesure où le Lean ne vise pas à produire plus mais au juste nécessaire. Il est d’ailleurs fréquent qu’une transformation Lean conduise à réduire l’activité de certains postes de travail afin de limiter la surproduction (et l’alimentation de stocks inutiles). A l’inverse, on peut affirmer que le Lean engendre un travail plus serein dans la mesure où il conduit à réduire les variabilités de toutes natures (client, qualité,…) et à amortir les effets des aléas. Contrairement à ce qui est souvent affirmé, le Lean n’est pas synonyme de « zéro stock », ni même d’absence de marge de manœuvre, deux éléments susceptibles de générer du stress chez les salariés. Le Lean porte en effet dans ses gênes des calculs de marge (exemple: boucle kanban) et vise en premier lieu à ne pas rompre le flux de production.
Il est, en revanche, vrai que le Lean conduit à une intensification du travail dans la mesure où il vise à supprimer les tâches inutiles. Certains regrettent surement les temps d’arrêts imprévus et les déplacements inutiles qu’ils considéraient comme autant de moments de respiration. D’autres, en revanche, les considéraient comme source d'insatisfaction et d'énervement. Rappelons cependant que le Lean n’a pas pour objet de réduire les temps de pause et que l’approche Lean prévoit la prise en compte du bien être au travail, via les études d’ergonomie des postes de travail ou d’optimisation des lignes de production ou encore lors des chantiers 5S.
La densification des opérations de production est, par ailleurs, contrebalancée par la mise en œuvre de l’intelligence collective au sein des organisations Lean: elle se traduit par la participation des salariés, sur leur temps de travail, à des chantiers d’amélioration continue et à des animations à intervalles courts permettant un échange quotidien au sein des équipes de production.
La prise en compte de l’intelligence collective est en effet une évolution majeure par rapport à l’approche tayloro-fordiste: les salariés participent à la définition et à l’amélioration de leur poste de travail, à l’entretien de leur outil de production (auto-maintenance) et sont encouragés à prendre part à la résolution des problèmes ou à l’innovation participative. On est donc loin d’un système de management qui déshumanise les salariés. Au contraire, le Lean offre plutôt un travail gratifiant, centré sur un objectif clairement défini avec un retour clair et immédiat sur le positionnement de chaque salarié dans le flux de production.
Il est également réducteur de voir dans le Lean un appauvrissement du travail, réduit à la réalisation de tâches répétitives. Le Lean encourage la polyvalence et la poly-compétence et, de fait, un travail moins monotone et des gestes moins répétitifs. Par ailleurs, la mise en œuvre d’un flux continu ou tiré encourage l’interdépendance, le partage d’informations et d’objectifs communs: il supprime le fonctionnement en îlots de production, propres au flux poussé.
Les standards, loin d’être des procédures à appliquer machinalement, représentent les bonnes pratiques établies par les salariés eux-mêmes. Ils permettent, en particulier, de prévenir les accidents, de rappeler les consignes de sécurité (port des EPI par exemple) et d’éviter les mauvaises postures.
La chasse aux gaspillages appelée par le Lean conduit à révéler les excès structurels de main d’œuvre. Certains y voient une finalité de réduction des effectifs alors même que le modèle Lean a été conçu pour accompagner la croissance de l’entreprise. Les ressources libérées par le Lean doivent être redéployées pour accroître les parts de marché de l’entreprise, poursuivre et étendre l’amélioration continue, voire réintégrer des services connexes au cœur de métier qui ont été externalisés ou délocalisés dans le passé. Sur ce point, il est intéressant de constater que l'application d'une approche Lean à la ré-internalisation de services externalisés ou délocalisés permet d’aboutir bien souvent à une amélioration significative de la rentabilité et de la qualité de ces services. En effet, les gains sur les coûts de méthode de production font plus que compenser les économies de main d’œuvre que permettent les externalisations ou délocalisations. En ce sens, le Lean peut être considéré comme un levier de la ré-industrialisation.
Contrairement au principe de la production de masse qui vise à investir dans des machines toujours plus lourdes, complexes et automatisées afin de produire toujours plus, plus vite et avec de moins en moins de main d'œuvre, le Lean encourage à un retour à des machines plus simples, en plus grand nombre (une par famille de produit), visant à maintenir un niveau de main d'œuvre direct suffisant pour assurer leur entretien courant et garantir leur disponibilité.
Malheureusement, il est vrai que quelques déploiements dévoyés de la démarche Lean, masquant une restructuration larvée, lui ont causé un fort préjudice et ont conduit certains à le considérer comme un nouveau prétexte de licenciement. Ces pratiques vont à l’encontre des principes de la démarche Lean qui considère que l’investissement dans l’humain est aussi important que le souci du client. Dans cette logique, des personnels qualifiés et d’expérience sont des facteurs de réduction de la variabilité de la production et donc d’enrichissement de l’entreprise.
Les pères fondateurs du Lean (J. Womack et D. Jones) soulignent que « la condition sine qua non de la réussite de toute conversion à la démarche Lean » est de « protéger l'emploi des opérateurs de production qui ne sont plus nécessaires pour effectuer les tâches qui leur incombaient en raison de l'élimination du gaspillage, en les réaffectant à d'autres tâches productives ».