
Blog
La démarche DMAIC est une méthodologie ordonnée et rigoureuse utilisée en amélioration des performances et plus particulièrement en approche 6-sigma, en percée Kaizen ou pour toute résolution de problème. Elle se compose de 5 étapes dont les initiales forment l'acronyme DMAIC.

Chaque étape est formellement clôturée par une revue d’étape présidée par le « Champion » ou « Sponsor » du projet
· DEFINE: Il s'agit de définir le périmètre du sujet que l'on souhaite traiter et de cibler l'objectif à atteindre, en cohérence avec la demande client. Cette phase permet également de produire une charte de projet (au format A3) avec un planning réaliste ainsi qu'un plan de communication du projet. Afin de mieux cibler le besoin client, des outils tels que le SIPOC (supplier input process output client) ou les CTQ (recherche des caracétristiques "critical to quality") seront mis en oeuvre. Une première identification des causes possibles de non satisfaction client et/ou d’occurrence de la variabilité pourra être recherchée grâce aux méthodes de résolution de problème QQOQCP (Qui ? Quoi ? Où ? Quand ? Comment ? Pourquoi ?) et diagramme d'Ishikawa.
· MEASURE: L'objectif est de collecter des données sur le terrain, représentatives de la situation actuelle, afin de mieux appréhender les causes racines du problème (statistiques descriptives - diagramme dePareto). ll s'agit également de vérifier que le processus de mesure est acceptable vis à vis des objectifs recherchés en comparant la variance du processus de mesure à la variance du processus à mesurer (Gage R&R). En fin d'étape on pourra estimer le z du processus et sa capabilité (Cp, Pp, Ppk) (voir la notion de capabilités).
· ANALYSE: Il s'agit d'identifier et d'établir l'influence des paramètres qui causent les variabilités du processus par l'exploitation des données collectées dans la phase précédente. Les causes racines pourront être mises en évidence grâce aux outils de résolution de problèmes (brainstorming – diagramme d’Ishikawa – méthode des 5 pourquoi). En approche 6-sigma, cette phase repose sur des outils statistiques permettant de démontrer les relations qui lient les données d'entrées X aux paramètres de sortie Y (diagramme des effets, tests de normalité, tests des moyennes , tests des variances, ...).
· IMPROVE (améliorer): Sur la base des résultats de l'analyse menée précédemment, il s'agit d'établir les solutions qui doivent permettre de mettre sous contrôle le processus afin de réduire les variabilités, c’est-à-dire passer en mode « prédictif ». Lorsque plusieurs solutions sont imaginées, elles pourront être hiérarchisées, pour leur mise en œuvre, grâce à une matrice enjeux/accessibilité. La meilleure combinaison des données d'entrée X pour optimiser les paramètres de sortie Y pourra être déterminée grâce aux plans d'expérience.
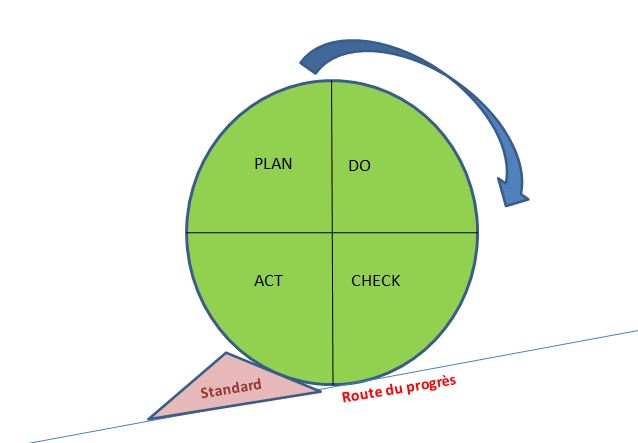
· CONTROL (maîtriser): Cette dernière phase vise à pérenniser la solution définie dans la phase précédente en mettant en place des indicateurs de suivi ou de supervision de la maîtrise du processus. On retrouve ici l'un des principes du Lean qui établit que tout progrès doit être « calé » par la mise en place d'un standard. C'es au cours de cette phase que l'on déploiera de manière privilégiée les cartes de contrôle.
La démarche DMAIC s'inscrit pleinement dans la logique du cycle de Shewhart ou PDCA (appelée également « roue de Deming ») avec les correspondances suivantes:
- Plan = Define + Mesure + Analyse
- Do = Improve
- Check + Act = Control
La méthode DMAIC est également cohérente de la méthode de résolution de problèmes 8D (pour 8 DO), largement utilisée dans l'industrie automobile, qui distingue les actions correctives immédiates des actions correctives définitives et permanentes. On peut établir les correspondances suivantes entre les 2 méthodes :
- Define = Constituer l'équipe (1D) - Définir le problème (2D)
- Mesure + Analyse = Prendre les actions immédiates (3D) - Déterminer les causes du problèmes (4D)
- Improve = Déterminer les actions définitives et permanentes (5D) - Mettre en oeuvre les solutions (6D)
- Control = Eviter la récurrence et la réapparition du problème ailleurs (7D) - Féliciter l'équipe (8D)
La gestion de projet par la chaîne critique ou méthode CCPM
La gestion de projet par la chaîne critique (CCPM - critical chain project management) est l'une des composantes de la théorie de contraintes.
La méthode DBR, adaptée aux productions par lot et en série, se révèle moins pertinente pour la réalisation de projets complexes. Ces derniers seront plus volontiers conduits suivant les principes de la chaîne critique présentée par Eliyahu Goldratt dans son livre « Critical Chain » (1997).
Les méthodes classiques de gestion de projet sont construites sur la base d’un enchaînement de tâches (diagramme de GANTT), généralement programmées au plus tôt, comportant chacune une marge et ne tenant pas compte de la disponibilité réelle des ressources.
Elles conduisent à des projets qui se terminent au mieux à l’heure, souvent en retard et rarement en avance. Il arrive également que pour tenir les délais ou ne pas les dépasser de manière trop importante, on renonce, au cours du projet, à une partie des exigences initiales du cahier des charges.
A contrario, la méthode de la chaîne critique préconise:
1) de mutualiser les marges au niveau du projet et de les supprimer au niveau des tâches composant le projet (en divisant le temps alloué à chaque tâche par deux). Ceci aura pour vertu de contrer les effets pervers:
- de la loi de Parkinson (tendance à utiliser la totalité du délai pour exécuter une tâche, quel que soit le délai planifié)
- du syndrome de l'étudiant (tendance à démarrer une tâche au dernier moment et donc à consommer la marge associée à cette tâche)
E. Goldratt montre que les activités au sein d’un projet comportent toujours une marge de sécurité. Celle-ci est mise en place pour tenir compte de l'imprévisible et de l'aléatoire, des mauvaises expériences passées et des contractions de délais exigées par le management et ce, à chaque niveau hiérarchique de l'entreprise.
Il montre également que la majorité de ces sécurités sont vaines: c'est le retard le plus important qui se répercutera sur les tâches suivantes et toute avance sur un chemin secondaire ne pourra compenser un retard pris sur le chemin principal.
2) de démarrer les chemins secondaires au plus tard (avec un buffer auxiliaire pour protéger le chemin principal), ceci afin de réduire au maximum le multitâche. En effet, non seulement le multitâche est source d'interruption de tâches donc de gaspillage mais il entraîne aussi un allongement du temps moyen de traitement de chacune des tâches. Il s'agit de l'application de la Loi de Little aux projets.
3) de prendre en compte l’allocation des ressources dans la planification du projet quitte à revoir la planification de certaines tâches si une ressource est un goulot.
Ceci permet d’identifier la chaîne critique, c'est-à-dire le plus long enchaînement de tâches compte tenu de l’interdépendance des tâches et des ressources.
La chaîne critique est la contrainte de gestion d'un projet. La théorie des contraintes préconise de la protéger par la mise en place d'une marge temporelle (ou buffer principal représentant environ 1/3 de la durée totale du projet) et d'un tampon « ressources ». Ce dernier consiste à veiller à l'avance que les ressources qui doivent intervenir sur le chemin critique seront disponibles au moment voulu.
L'avancement du projet est mesuré grâce au pourcentage d'avancement de la chaîne critique et le pilotage du projet revient à piloter le pourcentage de consommation du buffer principal en fonction de l'avancement du projet, grâce à un "fever chart".
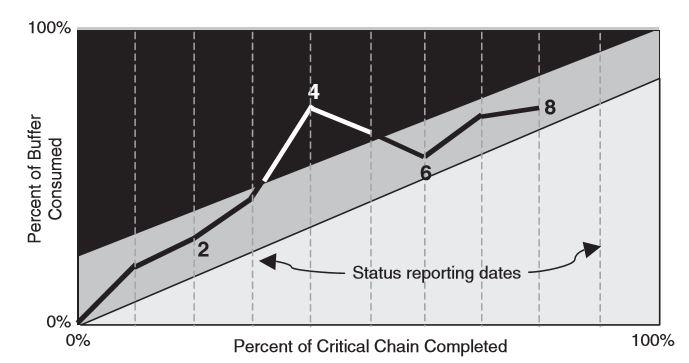 Source : Theory of Constraints Handbook - page 65
Source : Theory of Constraints Handbook - page 65
Dans leur livre « Advanced multi-project management », Kendall & Austin ont analysé les résultats d’une soixantaine d’entreprises qui ont appliqué la méthode CCPM : en moyenne la durée des projets a été réduite de 40% et le nombre de projets terminés à l’heure a augmenté de 70% !
La gestion de production en théorie des contraintes ou la méthode DBR
Le fondement de la théorie des contraintes est que tout système de production connait une contrainte, c'est-à-dire un point de déséquilibre entre charge et capacité. Lorsque cette contrainte ne permet pas de répondre à la demande client, on la nomme « goulot ».
E. Goldratt affirme dans « Le but » qu’ « une usine parfaitement équilibrée, ça n’existe pas ». Les raisons de ce déséquilibre sont multiples: le manque de fiabilité des processus et des ressources, l’évolution de la demande et le manque de flexibilité de la production, les capacités discrètes des ressources et les tailles de lot importantes, les fluctuations aléatoires et l’interdépendance des ressources ou encore les calculs de charges simplifiés et des ERP rarement à jour.
Partant de ce postulat, la théorie des contraintes appliquée à la gestion de production a développé un processus de pilotage du goulot. Il s'agit, en fait, d'un véritable processus d'amélioration continu tel qu'il est professé en Lean. Il obéit aux 5 étapes suivantes:
1. Identifier le goulot
Les symptômes qui permettent l'identification du goulot sont les suivants: ressource en manque de capacité, ressource à l’origine des pièces correspondant aux « manquants » dans l’entreprise et/ou ressource précédée d’un fort en-cours.
Cependant l'identification du goulot n'est pas toujours chose aisée dans la mesure où le goulot peut évoluer d'un poste à l'autre en fonction de l'avancement de la production lorsque la production est organisée en lots de taille importante.
Si une entreprise ne présente pas de goulot, alors elle présente un excédent de capacité par rapport au marché qui devient la contrainte (externe) de l’entreprise.
2. Exploiter le goulot pour maximiser sa production
Il s’agit de mettre en place les actions de progrès pour maximiser le temps utile du goulot:
· Supprimer les temps morts : pas de pause quitte à transférer des personnels des ressources non-goulot vers le goulot,
· éviter les pannes en développant la TPM10, par exemple,
· réduire sa charge en transférant une partie de celle-ci à des ressources non-goulot,
· sécuriser sa production (par la mise en place d’un buffer ou le positionnement d’un contrôle qualité avant le goulot).
Il est également important de fiabiliser le goulot afin de garantir la meilleure exploitation possible de celui-ci: on cherchera donc à améliorer son TRS9 en évitant les pannes (actions TPM10, par exemple) et en améliorant la qualité (actions JIDOKA).
Si la production est caractérisée par 2 contraintes, le goulot que l'on cherchera à exploiter correspondra à la contrainte ayant la meilleure fiabilité.
3. Subordonner tous les processus à la décision précédente
Faire produire les ressources non-goulot afin d’alimenter le goulot à son rythme avec des pièces de qualité: une synchronisation est donc mise en place entre le goulot et la première ressource en amont de la chaîne afin de limiter le flux à ce que le goulot est capable de produire.
La TOC se distingue de l'approche Lean dans la mesure où la TOC préconise de maintenir des excédents de capacité sur les ressources non-goulot: leur activation en cas de « fluctuations aléatoires » de la production permet de garantir une alimentation suffisante du goulot pour ne pas réduire le Throughput de la chaîne.
Lorsque l’activation de ces capacités excédentaires n’est pas nécessaire, la TOC préconise d’employer les ressources humaines correspondant à des actions d’améliorations continues.
4. Élever la performance du goulot (réduire la contrainte)
Améliorer la capacité du goulot en investissant des ressources et de l’argent pour accroître le Throughput (redondance de moyens de production, sous-traitance, SMED6,...)
5. Recommencer à l’étape 1 si le goulot a changé
Ce processus itératif conduit au pilotage de divers goulots se résorbant au profit de nouveaux goulots jusqu’à atteindre un déséquilibre stable avec un goulot « idéal ». Celui-ci permet alors un meilleur pilotage de la production. Ce goulot « idéal » devrait correspondre à la ressource dont le coût de transformation en ressource non-goulot (par l'achat d'une capacité supplémentaire, par exemple) est le plus élevé.
Ce pilotage est également appelé « drum - buffer –rope » (DBR) en référence:
· au tambour (drum) que constitue le goulot qui donne le rythme de la chaîne de production, servant de référence à l'ensemble des ressources, y compris les ressources non-goulot,
· au tampon (buffer) à mettre en place juste en amont du goulot afin de le protéger de toute rupture d'approvisionnement,
à la corde (rope) à établir entre le goulot et les ressources en amont de celui-ci afin de limiter les approvisionnements en fonction de la consommation du goulot et de prévenir les surstocks.
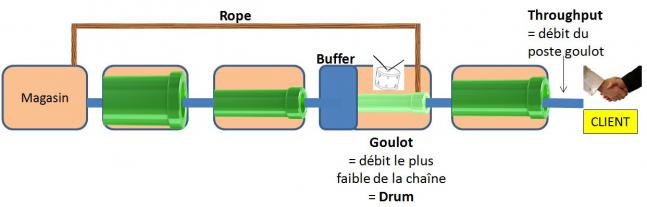
Ce qui rend cette approche novatrice, c'est qu'admettant et exploitant la présence d'un goulot, la gestion de production suivant la théorie des contraintes s'attache à équilibrer les flux le long de la chaîne de production et non les capacités. On ne cherche pas le plein emploi de chaque ressource mais la maximisation de l'utilisation du goulot quitte à détériorer les performances des ressources non-goulot. Le goulot détermine, à la fois, le débit de la chaîne (tambour) et les niveaux des stocks (buffer et rope).
La gestion de production selon la théorie des contraintes, se pose en rupture des méthodes traditionnelles dans la mesure où:
· La TOC ne vise pas à équilibrer les capacités mais le flux de produits à la demande du marché. Il est donc normal que des ressources soient en sous-charge.
o Une heure gagnée sur un non-goulot est un leurre.
· Elle exploite les goulots afin qu’ils produisent pour répondre à la demande du marché (la capacité de l’entreprise est égale à la capacité du goulot) et pour réguler le flux de l’ensemble de l’entreprise.
- Une heure perdue sur un goulot est une heure perdue pour toute l’entreprise.
- Le véritable coût horaire d’un goulot est égal à: OE (de toute l'entreprise !) / heures d’ouverture du goulot.
· La maîtrise des coûts horaires n’est pas une fin en soi, voire, peut s’avérer contre-productive si elle concerne une ressource goulot et s’oppose à améliorer sa capacité. En diminuant le rendement des opérations sur les goulots on peut élever la productivité de l’ensemble de l’entreprise !
· La TOC, comme le Lean, préconise la réduction drastique des tailles de lot sur les ressources non-goulot afin de fluidifier la production et réduire les stocks. Ceci va à l’encontre du calcul de la taille du lot économique (formule de Wilson) et est susceptible de faire augmenter le coût unitaire des pièces dans un modèle de gestion traditionnel. La TOC montre qu’il n’en est rien dans la mesure où l’augmentation des temps de changement de série concerne des ressources non-goulot, utilisées en sous-capacité par rapport à la demande.
La gestion de production selon la théorie des contraintes est adaptée aux productions « par lots » et « en ligne » pour lesquels le temps de travail réel (la valeur ajoutée) est faible (moins de 10%) par rapport au temps de traitement global (lead time). Pour la gestion de projets plus complexes, on lui préférera la gestion de projet par la chaîne critique.
La gestion de production selon la théorie des contraintes et l'approche Lean sont des méthodes de gestion en flux, cohérentes et complémentaires (voir complémentarité Lean et TOC). Le management par les contraintes englobe le pilier JAT du Lean et lui désigne le point de focalisation pour mener des actions « immédiatement payantes » d'amélioration: le goulot.
Théorie des contraintes - présentation générale
La théorie des contraintes ou TOC (theory of constraints) est née des travaux d'Eliyahu Goldratt qui l’a vulgarisée dans son célèbre livre « Le but » (vendu à plus de 5 millions d'exemplaires depuis 1984 et classé par le magazine TIMES parmi les 25 livres de management les plus influents de tous les temps).
La TOC part du postulat selon lequel tout système de production présente au moins un point de déséquilibre (ou contrainte) entre charge et capacité. Si cette contrainte ne permet pas de répondre à la demande client, elle prend l’appellation de « goulot ». Cette contrainte limite non seulement le débit du goulot mais l’ensemble de la performance de l’entreprise. La théorie des contraintes propose une méthode visant à optimiser les flux par pilotage de ce goulot: la méthode drum – buffer - rope ou DBR.
La gestion de production selon la théorie des contraintes développée dans « Le But » s’est ensuite enrichie d’autres composantes telles que:
· les Thinking Processes : processus mentaux basés sur 5 outils destinés à résoudre les problèmes complexes et permettre l'adhésion du plus grand nombre,
· le Throughput Accounting : comptabilité des produits des ventes, véritable alternative à la comptabilité analytique traditionnelle,
· le Critical Chain Project Management (CCPM) : gestion de projet par la chaîne critique.
L’ensemble de ces composantes forme aujourd’hui une méthode complète de management, appelée le management par les contraintes.
E. Goldratt a ainsi développé une approche qui vise à atteindre le but de toute entreprise: gagner de l’argent, aujourd'hui et dans le futur. En ce sens, la productivité d’une entreprise se mesure par sa capacité à se rapprocher de son but.
E. Goldratt conseille l’abandon de la logique de réduction des coûts s’appuyant sur la comptabilité analytique des centres de coûts qui permet au mieux des optimisations locales. Il suggère de se focaliser plutôt sur le Throughput (produit des ventes ou quantité de valeur ajoutée achetée par le marché). Il définit alors 3 indicateurs, exprimés en euros, qui permettent de mesurer la performance de l’entreprise à l’aune de son but:
· Le Throughput, noté T = argent généré par les ventes = chiffre d’affaires – consommations pour générer le chiffre d’affaires (achat de matières premières, transports, sous-traitance, …)
C’est l’indicateur de l’argent qui rentre.
· L’Inventory, noté I = argent investi/immobilisé pour acheter des choses que l’entreprise compte vendre (immobilisations et stocks)
C’est l’indicateur de l’argent immobilisé.
· Les Operating Expenses, notées OE = argent dépensé pour transformer les stocks en Throughput (masse salariale, impôts, taxes, amortissements,…)
C’est l’indicateur de l’argent qui sort.
En conséquence:
Ø Bénéfice Net = BN = T – OE
Ø Retour sur investissement = ROI = BN / I
Le pilotage de l’entreprise consiste alors à prendre les décisions qui permettent de se rapprocher du but, c’est-à-dire augmenter T tout en diminuant I et OE.
Ceci est parfaitement résumé par le slogan « to do the most money by the quickest path with the less investment » tiré du livre « Velocity » (chapitre XVI).
A noter que:
· la priorité consiste à augmenter le Throughput (qui n’a pas de limite) avant de s’attaquer à OE (qui présente un seuil) contrairement à l’approche traditionnelle de maîtrise des coûts,
· cette approche ne nécessite pas de tenir directement compte de la valeur ajoutée apportée par la main d’œuvre directe: ceci permet d’éviter la confusion entre investissement et dépense. Toute la main d’œuvre, directe ou indirecte, inoccupée ou inactive, rentre dans OE.
Une étude de la Business Harvard Review (avril 2003) donne raison à E. Goldratt quant au principe d'abandonner le monde (de la réduction) des coûts pour se focaliser sur le monde du Throughput. En effet, l'analyse des performances des 25.000 entreprises américaines cotées à la bourse entre 1966 et 2010 a permis à la Business Harvard Review de dégager 3 règles grâce auxquelles les meilleures d'entre elles ont atteint des résultats exceptionnels:
1. Better before cheaper
2. Revenue before cost
3. No other rules
La théorie des contraintes est une approche systémique de l’entreprise qui analyse la chaîne de la valeur dans sa globalité et refuse les optimums locaux. On lui prête volontiers comme devise un raccourci du théorème de Bellman : « la somme des optimum locaux n'est pas l'optimum global ».
La théorie des contraintes se pose en rupture des méthodes traditionnelles de management dans la mesure où:
· La productivité ne se mesure pas par centre de coût mais sur l’ensemble de l’entreprise. Ainsi, toute action visant à améliorer les rendements des ressources non-goulots est non pertinente voire contre-productive (OE ↗ et I ↗)
· La TOC ne vise pas la pleine occupation des ressources et considère même qu’une entreprise dans laquelle tout le monde est occupé en permanence est inefficace car elle génère du stock. Ces stocks se présentent sous forme de files d'attente devant les ressources contraintes (goulots) et génèrent des retards. On entre alors dans une spirale catastrophique puisque le remède prend la forme d'une augmentation de capacité. Les coûts et délais explosent, les ventes ne s'améliorent pas: l'entreprise passe en mode « urgent » permanent.
· La TOC se distingue par le processus à mettre en œuvre pour forcer la production à ne pas produire afin d'éviter les stocks. Pour améliorer les flux, le fordisme avait contraint l'espace réservé aux stocks. Le Lean professe de piloter le niveau de stock amont par l'aval, en installant un flux tiré (ex: kanban5). La TOC, quant à elle, suggère de piloter un « buffer temps » avant la date de livraison pour déclencher le lancement de la matière nécessaire à la production. De manière empirique, E. Goldratt propose de prendre dans un premier temps un « buffer temps » égal à la moitié du délai de livraison pour une entreprise qui se lancerait dans une gestion selon la théorie des contraintes.
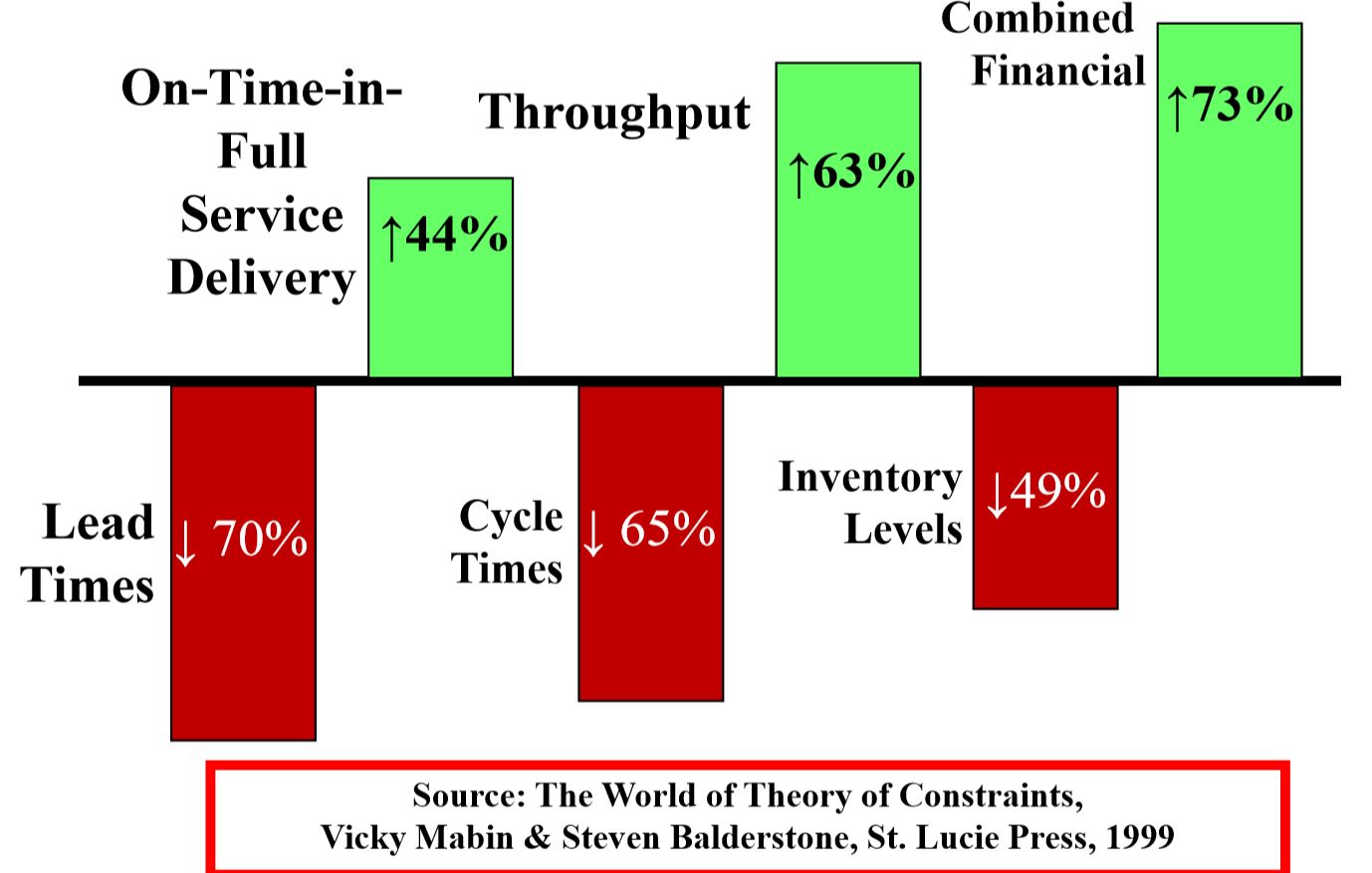
Une étude académique (1999) portant sur 80 cas a permis d'évaluer les gains moyens de performance réalisés grâce à l'implémentation de la TOC :
Formule de Wilson et taille de lot
La formule de Wilson (1934 sur la base des travaux de Harris - 1913) vise à optimiser le coût de gestion des stocks en déterminant la fréquence de commande du réapprovisionnement et le volume de la commande par arbitrage entre coût de possession et coût de passation de la commande.
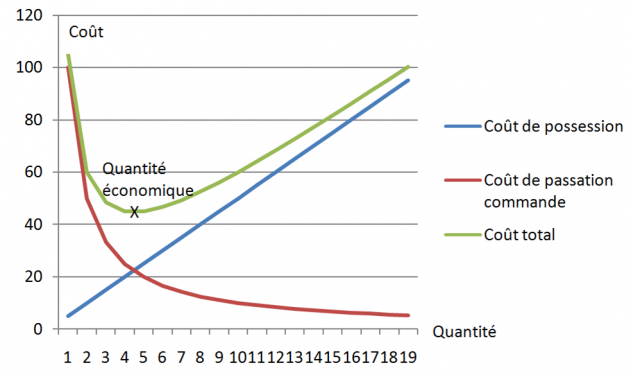
Elle est également utilisée pour calculer la taille du lot économique permettant d'optimiser les coûts de stockage et les coûts de lancement du lot (changement de série).
Pour une production sur une machine de temps de cycle TC (calée sur une consommation moyenne 1/TC), la taille du lot économique est donnée par la formule suivante :
Lot économique = √ (2 x Cls / TC x u x i)
avec :
- Cls = coût de lancement d'une série (€)
- TC = temps de cycle (unité de temps)
- u = valeur moyenne d'une unité d'en-cours (€)
- i = taux de possession du stock (€/€/unité de temps)
L'application de cette formule implique la constitution de stocks (produits finis) et d’en-cours de production. Elle va cependant à l'encontre d'un des principes du lean qui vise à réduire au maximum le niveau des stocks, ce qui explique qu'elle est aujourd'hui beaucoup décriée.
C'est ainsi que R. Colin (« Produire juste-à-temps en petites séries ») préconise de porter le taux de possession à 40-50% alors qu’il est plutôt évalué à 15-35% par les entreprises, ceci pour prendre en compte les coûts induits et non chiffrés par les surstocks.
Cela revient donc à réduire de 20 à 30% le résultat fourni par la formule de Wilson (la courbe du coût de gestion total montre la particularité d’être plate dans la région autour de l’optimum : ainsi une réduction de 20 à 30% de la quantité économique ne représente une augmentation de coût que de 1 à 2%).
Eliyahu Goldratt va plus loin dans son best-seller "Le but" et suggère de diviser les tailles de lot par 2, voir plus, sur les ressources non-goulot (voir gestion de production selon la théorie des contraintes) afin de réduire les stocks et accélérer les flux. Contrairement aux hypothèses prises par Wilson, E. Goldratt estime que l'augmentation des temps de changement de série est sans impact sur les coûts dans la mesure où ils concernent des ressources non-goulot, utilisés en sous-capacité par rapport à la demande ("une heure gagnée sur un non-goulot est un leurre").
La loi de Little (1961), issue de la théorie des files d'attente, établit un lien entre l'en-cours de production, le temps de traversée de la production (ou lead time) et le débit de production (ou throughput).
WIP = LT x T
- WIP = work in progress = en-cours (en nombre de pièces)
- LT = lead time (en unité de temps)
- T = throughput = débit (nombre de pièces par unité de temps) limité par le poste ayant le temps de cycle le plus important (goulot)
Le débit peut être vu soit comme la capacité à produire soit comme la consommation du client.
Cette formule est souvent considérée sous la forme suivante :
LT = WIP / T
A iso-capacité de production, toute augmentation d'en-cours revient à augmenter les délais. Cette formule est d'autant plus fondamentale qu'elle est contre-intuitive dans la mesure où elle va à l'encontre d'une tendance naturelle en production consistant à augmenter les entrées (en-cours) en vue d'augmenter les sorties (en particulier lorsque la production est en retard, ce qui est catastrophique !).
La loi de Little indique au contraire que pour réduire les temps de traversée (améliorer les délais), il faut réduire les en-cours ou augmenter le débit. Or il s’avère qu’un processus de production rencontre toujours un goulet (théorie des contraintes) limitant de fait le débit de production : la seule action efficace à conduire lorsque l'on souhaite réduire les temps de cycle reste donc de réduire les en-cours (en particulier les stocks).
La loi de Littkle permet également de comprendre la relation entre taille de lot et temps de traversée d'une ligne de production. WIP représente alors la taille du lot et 1/T représente le temps de cycle du processus de production : plus les lots sont importants, plus les délais de traitement de ces lots sont importants et moins l'entreprise est agile pour répondre aux demandes du marché.
On peut illustrer ceci avec l'exemple suivant. Imaginons un processus de production en 2 phases, chacune de temps de cycle égal à 1 minute (le temps de cycle du processus de production est donc de 2 minutes, soit T=0,5 pièce / minute). On veut produire 100 pièces :
- avec une taille de lot égale à 1 ("one piece flow"), la production de 100 pièces durera 101 minutes
LT = WIP (1) / T (0,5) = 2 minutes / lot
- avec une taille de lot de 50 (la seconde phase n'entre en production que lorsque la première phase a produit les 50 premières pièces), la production de 100 pièces prendra 150 minutes
LT = WIP (50) / T (0,5) = 100 minutes / lot
- avec une taille de lot égale à 100, la production prendra 200 minutes, soit 2 fois plus de temps qu'en mode "one piece flow"
LT = WIP (100) / T (0,5) = 200 minutes / lot
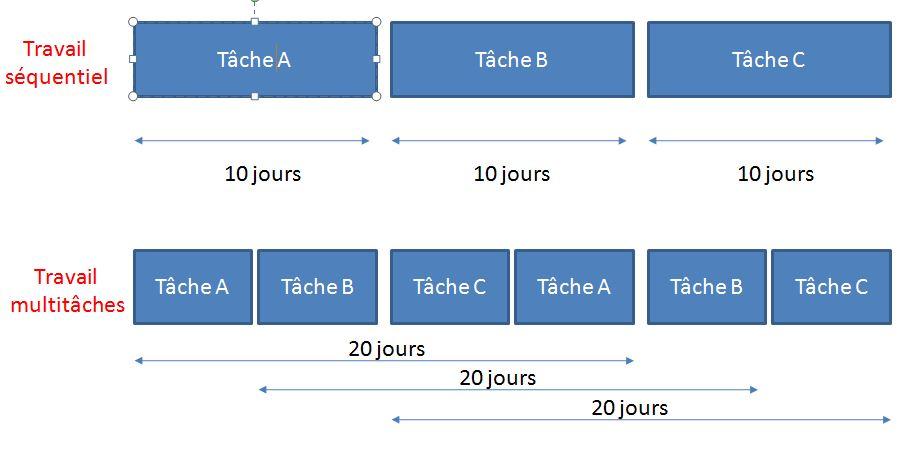
Appliquée aux projets, la formule de Wilson confirme la consigne énoncée par Eliyahu Goldrat dans le livre "Critical Chain" (voir la gestion de projet par la chaîne critique) d'éviter le multitâches, qui allonge le traitement moyen de chaque tâche. Il l'illustre par le schéma ci-dessous mettant en évidence un doublement du temps de traitement de chaque tâche lorsque le multitâches est mis en oeuvre :
Théorie des files d'attente (loi de Little - formule d'Allen-Cuneen)
Il s'agit d'une théorie mathématique, née des travaux d'Erlang (1917) permettant de modéliser les files d'attentes ou queues.
Elle est également utilisée en production. On appelle :
- a : le flux moyen d'arrivée des pièces en amont d'un poste de production (/ unité de temps).
- b: le flux moyen de sortie des pièces en aval du poste de production (/ unité de temps). 1/b est donc le temps de cycle du poste de production = TC.
On appelle ∂ =a/b =a x TC le taux d'utilisation de la capacité de production ou du système (en %), c'est à dire le ratio entre les capacités de production effectivement utilisées pour la production sur l'ensemble des capacités de production de l'entreprise.
L'engorgement est évité uniquement si ∂ < 1 (avec mise en place d'une file d'attente de pièces en aval du système de production).
Si ∂ >= 1, le système est divergent : la file d'attente ne cesse de croître.
Dans les files d'attente M/M/1 (notation de Kendall), caractérisées par un processus d'arrivée obéissant à une loi de Poisson et un seul poste de travail. On appelle "système" l'ensemble formé par le poste de production et la file d'attente.
La probabilité d'avoir k pièces en cours de traitement dans le système est :
p(k) = ∂^k x (1 – ∂)
Dans ces conditions, la théorie des files d'attente donne les relations suivantes :
- le nombre moyen de pièces dans le système (en-cours de production) est égal à :
WIP = ∂ / (1 - ∂)
- le temps moyen d'attente en aval du poste de production (temps de traversée du stock aval) est égal à :
Temps d'attente moyen = (1/b) x ∂ / (1 – ∂) = TC x ∂ / (1 – ∂) = LT x ∂ = TC x WIP
- le temps moyen de séjour dans le système (ou temps de traversée) est égal à :
LT = 1 / (b- a) = TC / (1 – ∂) = WIP / a
Cette dernière relation est connue sous le nom de loi de Little : WIP = LT x a.
On constate que pour un taux d'utilisation faible des capacités de production (∂ proche de 0) LT = TC mais que le temps de traversée augmente fortement lorsque les capacités de production sont saturées (pour ∂= 90%, LT = 10 x TC !).
C'est ainsi qu'en production JAT (juste-à-temps), il est préconisé une légère surcapacité pour réduire les temps de cycle (cf. R. COLIN – "Produire juste à temps en petite série" – p256).
- le nombre moyen de pièces en attente (stock en aval du poste de production ou taille de la file d'attente) est égal à :
I = ∂² / (1 – ∂)
Dans le cadre d'un processus stochastique, caractérisé par une variabilité du processus de production et/ou du flux entrant, cette relation est donnée par la formule d'Allen-Cuneen
I = ∂² / (1 – ∂) x (Centrant²/2 + Cproduction²/2)
avec C = coefficient de variation (écart-type/moyenne) égal à 1 pour une distribution exponentielle.
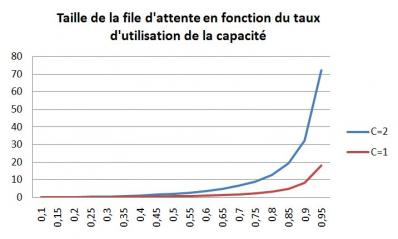
Dans un environnement fortement variable (C =2), il apparait que passer d'un taux d'occupation des ressources de 80 à 85% augmente de moitié la taille des files d'attente et allonge considérablement le temps de traversée de la production. C'est pourquoi, il est préconisé de mettre en place un tampon "ressource" dans ces environnements pour protéger le débit de la survenue d'aléas.
La matrice produit-procédé et le lean
Avant d'appliquer une transformation lean à un flux de production, il est primordial de bien appréhender la typologie du produit et du procédé de fabrication. En effet, la sélection des outils d'amélioration des performances de production dépend, en partie, de la combinaison produit-procédé, donc du type de production concerné.
Hayes et Wheelwright de la Harvard Business School ont établi en 1979 la matrice produit -procédé qui fait le lien entre le type de produit fabriqué (donc le marché visé) et le procédé de fabrication.
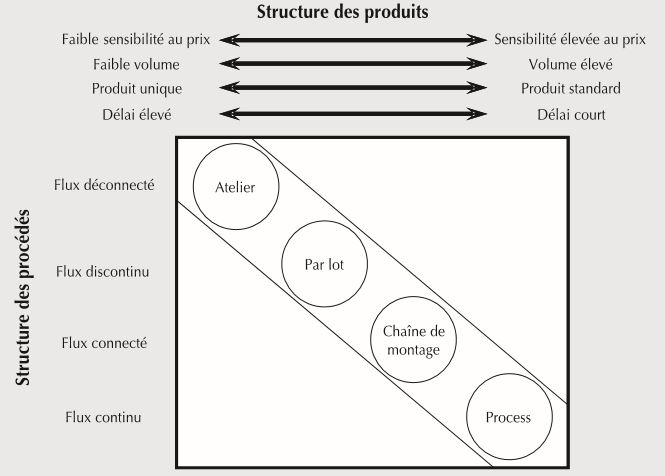
Source : Martin BEAULIEU - Sylvain LANDRY - Logistique & Management - vol 16 - N°1, 2008
Il ressort 5 types de production :
-
par projet : la fabrication se concentre sur un ou quelques produits uniques, souvent complexes et de grandes dimensions. Les délais de production sont élevés. C'est à ce type de produit que s'adresse l'approche CCPM (management de projet par la chaîne critique) de la TOC. Exemples : grands travaux, maintenance aéronautique, ....
-
fabrication unitaire en atelier : produit unique fabriqué en atelier spécialisé répondant à une demande exceptionnelle, unique ou ponctuelle. Exemples : artisanat, fabrication d'outillages spéciaux ou de gabarits de montage.
-
par lots : fabrication de produits similaires sur une base répétitive en volume important. Le travail est découpé en opérations élémentaires sur des postes différents, cependant non dédiés à la réalisation de ce produit (ce qui explique les lots). Le flux est discontinu (interruption entre 2 lots). Exemples : ateliers mécaniques ou de chaudronnerie – menuiserie – équipements de maison.
-
en ligne (chaîne de montage type automobile / aéronautique) : produit de faible variété et de très grand volume nécessitant un investissement important. Le flux de production est continu sur des durées importantes.
-
en process : il s'agit d'une fabrication en flux continu de transformation de la matière première avec peu d'intervention humaine. Les investissements sont très importants. Exemple : raffinerie – sucrerie – sidérurgie – papéterie.
Le lean manufacturing s'adresse plus particulièrement à la fabrication par lot et en ligne : il vise à fluidifier les flux, réduire les temps de production et diminuer les volumes des séries. En ce sens, le lean introduit un sixième type de fabrication permettant de combiner les bénéficies de la production par lot (flexibilité « produit ») avec les bénéfices de la chaîne (bas coûts et délais réduits), d'allier flexibilité et bas coût en visant une "production personnalisée de masse".